°°1∑÷Óê
 «–(qie)∏ÓôCàD(tu)∆¨ «–(qie)∏ÓôCàD(tu)∆¨«–∏ÓôC胫–∏Ó≤ƒ¡œÅÌÖ^∑÷£¨∑÷ûÈΩåŸ≤ƒ¡œ«–∏ÓôC∫Õ∑«ΩåŸ≤ƒ¡œ«–∏ÓôC°£
ΩåŸ≤ƒ¡œ «–∏ÓôC∑÷ûȪ—Ê«–∏ÓôC°¢µ»Îx◊”«–∏ÓôC°¢º§π‚«–∏ÓôC°¢ÀƵ∂«–∏ÓôCµ»£ª ∑«ΩåŸ≤ƒ¡œ«–∏ÓôC÷˜“™ «µ∂æþ«–∏ÓôC°£
«–∏ÓôCèƒøÿ÷∆∑Ω ΩÅÌÖ^∑÷£¨∑÷ûÈ îµøÿ«–∏ÓôC∫Õ ÷Ñ”«–∏ÓôC. îµøÿ«–∏ÓôC æÕ «”√îµ◊÷≥ÖÚÚåÑ”ôC¥≤þ\Ñ”£¨ÎS÷¯ôC¥≤þ\Ñ”ïr£¨ÎSôC≈‰éßµƒ«–∏Óπ§æþ嶌ÔÛwþM––«–∏Ó°£þ@∑NôCÎ䓪ÛwªØµƒ«–∏ÓôCæÕ∑Q÷ÆûÈîµøÿ«–∏ÓôC°£
º§π‚«–∏ÓôCûȖ߬ ◊ÓøÏ£¨«–∏Óæ´∂»◊Ó∏þ£¨«–∏Ó∫Ò∂»“ª∞„ð^–°°£µ»Îx◊”«–∏ÓôC«–∏ÓÀŸ∂»“≤∫ÐøÏ£¨«–∏Ó√Ê”–“ª∂®µƒ–±∂»°£ª—Ê«–∏ÓôC·ò嶔⁄∫Ò∂»ð^¥ÛµƒÃº‰ì≤ƒŸ|°£
2ë™”√∑∂á˙
«–∏ÓôCë™”√”– ΩåŸ∫Õ∑«Ω埖–òI,“ª∞„ÅÌ’f,∑«Ω埖–òI∑÷µƒ±»ð^ºö÷¬,œÒ”–«–∏Ó Ø≤ƒµƒ Ø≤ƒ«–∏ÓôC, ÀÆ«–∏ÓôC,‰è˝X«–∏ÓôC,«–∏Ó≤º¡œ∫ÕÀСœ,ªØ¿w÷∆∆∑”√µƒº§π‚«–∏ÓôC,µ∂∆¨ Ω«–∏ÓôC,«–∏ÓΩåŸ≤ƒ¡œµƒÑt”–ª—Ê«–∏ÓôC,µ»Îx◊”«–∏ÓôC,ª—Ê«–∏ÓôC¿Ô√Ê”÷∑÷ îµøÿ«–∏ÓôC,∫Õ ÷Ñ”µƒÉ…¥ÛÓê, ÷Ñ”µƒÓêÑe”–,–°≈ÐÐá,∞Î◊‘Ñ”,ºÉ ÷Ñ”,îµøÿµƒ”–,˝àÈT Ωîµøÿ«–∏ÓôC, 등€ Ωîµøÿ«–∏ÓôC,≈_ Ωîµøÿ«–∏ÓôC,œýÿûæÄîµøÿ«–∏ÓôCµ»µ»! 3≥…±æ
º§π‚«–∏ÓôC◊Ó∞∫ŸF,“≤ «æ´∂»∫Ֆ߬ ◊Ó∏þµƒ“ª∑N∏þø∆ºº«–∏Ó‘Olj, ÀƵ∂«–∏ÓôC¥Œ÷Æ,ª—Ê«–∏ÓôC‘Ÿ¥Œ÷Æ≥…±æ“≤œýå¶ð^µ◊£¨µ»Îx◊”«–∏ÓôC π”√≥…±æ◊ÓµÕ£®√øº˛”ãÀ„£©!
4«∞æ∞
«–∏ÓôC“ª∞„ÅÌ’fîµøÿª—Ê°¢µ»Îx◊”«–∏ÓôC’∆Œ’÷¯∫Ð¥Û“ª≤ø∑÷”√ëÙ£¨∂¯“‘∫Ûæ´ºöµ»Îx◊”£¨º§π‚«–∏Ó墥˙ÃÊ«∞’þ£¨≥…ûÈ÷˜¡˜«–∏ÓôC£¨“ÚûÈÀ˚ÇÉ≠h±£°¢«–∏ÓÀŸ∂»øÏ°¢«–∏ÓŸ|¡ø∫√£°
5∑Ω Ω嶱»
µ»Îx◊”
«–∏Ó∆∑Ÿ|£∫°§ÉAΩ«Éû–„°§ Ðü·”∞Ì뵃Ö^”Ú–°°§ª˘±æüo»€‘¸°§¡º∫√÷¡Éû–„µƒæ´ºö«–∏Ó–ßπ˚
…˙ÆaƒÐ¡¶£∫°§«–∏Ó∏˜∑N∫Ò∂»µƒΩåŸ≤ƒ¡œïrÀŸ∂»æ˘òOøÏ°§¥©ø◊ÀŸ∂»òOøÏ
þ\––≥…±æ£∫°§“◊ìpº˛ π”√â€√¸ÈL£¨…˙Æa–߬ ¡º∫√£¨«–∏Ó∆∑Ÿ|Éû–„£¨åß÷¬ÜŒ¥Œ≤Ÿ◊˜µƒ≥…±æ±»∆‰À˚ºº–gµÕ
æS◊o∑Ω Ω£∫ °§Õ®≥£ø…”…èSÉ»æS◊o–°ΩM嶑S∂ýΩMº˛þM––þmÆæS◊o
º§π‚
«–∏Ó∆∑Ÿ|£∫°§ ÉAΩ«Éû–„ °§ Ðü· ”∞Ì뵃Ö^”Ú–° °§ ª˘±æüo»€‘¸ °§ ‘⁄◊Ó’≠èù∂»ólº˛œ¬ø…þ_µΩ¡º∫√÷¡Éû–„µƒæ´ºö«–∏Ó–ßπ˚
…˙ÆaƒÐ¡¶£∫°§ ∏ÓæÊø…øÏÀŸ√ìÈ_£¨Ã·∏þ¡À…˙Æa–߬ °§ «–∏Ó∫Ò∂»µÕ”⁄6mmµƒµƒΩåŸ≤ƒ¡œïrÀŸ∂»òOøÏ£¨ Ω埑Ω∫Ò£¨ÀŸ∂»‘Ω¬˝ °§ Ω埑Ω∫Ò£¨¥©ø◊ïrÈg‘ΩÈL°£“ª∞„º§π‚«–∏Óþ\”√‘⁄∑«Ω埫–∏ÓΩåŸ∑Ω√Ê÷ª”–∏þæ´√еƒï˛ π”√º§π‚«–∏Ó£°
þ\––≥…±æ£∫ °§”…”⁄«–∏Óð^∫Ò≤ƒ¡œïrÎ䡶°¢ö‚Ûwµƒœ˚∫ƒ°¢æS◊o≥…±æ∏þ“‘º∞«–∏ÓÀŸ∂»œý嶵գ¨åß÷¬ÜŒ¥Œ≤Ÿ◊˜µƒ≥…±æ∏þ
æS◊o∑Ω Ω£∫°§ –Ë“™å£òIºº–g»ÀÜTÕÍ≥…èÕÎsµƒæS◊oπ§◊˜£°
 ª—Ê«–∏ÓôC ª—Ê«–∏ÓôC µ»Îx◊”«–∏ÓôC µ»Îx◊”«–∏ÓôC
6ë™”√∞l(fa)’π
∏≈ ˆ
‘⁄ôC–µº”π§þ^≥Ã÷–£¨ ∞Â≤ƒ«–∏Ó≥£”√∑Ω Ω”– ÷𧫖∏Ó°¢ ∞Î◊‘Ñ”«–∏ÓôC«–∏Óº∞îµøÿ«–∏ÓôC«–∏Ó°£ ÷𧫖∏ÓÏ`ªÓ∑Ω±„£¨µ´ ÷𧫖∏ÓŸ|¡ø≤Ó°¢≥þ¥Á’`≤Ó¥Û°¢≤ƒ¡œ¿ÀŸM¥Û°¢∫Û¿mº”π§π§◊˜¡ø¥Û£¨Õ¨ïrÑ⁄Ñ”ólº˛ê∫¡”£¨…˙Æa–߬ µÕ°£∞Î◊‘Ñ”«–∏ÓôC÷–∑¬–Œ«–∏ÓôC£¨«–∏Óπ§º˛µƒŸ|¡øð^∫√£¨”…”⁄∆‰ π”√«–∏Óƒ£æþ£¨≤ªþm∫œ”⁄ÜŒº˛°¢–°≈˙¡ø∫Õ¥Ûπ§º˛«–∏Ó°£∆‰À¸Óê–Õ∞Î◊‘Ñ”«–∏ÓôCÎm»ªΩµµÕ¡Àπ§»ÀÑ⁄Ñ”èä∂»£¨µ´∆‰π¶ƒÐ∫ÜÜŒ£¨÷ªþm∫œ“ª–©ð^“éÑt–ŒÝÓµƒ¡„º˛«–∏Ó°£îµøÿ«–∏Óœýå¶ ÷Ñ”∫Õ∞Î◊‘Ñ”«–∏Ó∑Ω ΩÅÌ’f£¨ø…”––ßµÿ÷∏þ∞Â≤ƒ«–∏Óµÿ–߬ °¢«–∏ÓŸ|¡ø£¨úpðp≤Ÿ◊˜’þµÿÑ⁄Ñ”èä∂»°£‘⁄Œ“᯵ƒ“ª–©÷––°∆ÛòI…ı÷¡‘⁄“ª–©¥Û–Õ∆ÛòI÷– π”√ ÷𧫖∏Ó∫Õ∞Î◊‘Ñ”«–∏Ó∑Ω ΩþÄð^ûÈ∆’±È°£ Œ“á¯ôC–µπ§òI‰ì≤ƒ π”√¡ø“—þ_µΩ3É|áç“‘…œ£¨‰ì≤ƒµƒ«–∏Ó¡ø∑«≥£¥Û£ªÎS÷¯¨F¥˙ôC–µπ§òIµƒ∞l’π£¨å¶∞Â≤ƒ«–∏Óº”𧵃π§◊˜–߬ ∫ÕÆa∆∑Ÿ|¡øµƒ“™«Û“≤Õ¨ïr÷∏þ°£“Ú∂¯îµøÿ«–∏ÓôCµƒ –àˆù졶þÄ «∫Ð¥Û°¢ –àˆ«∞æ∞±»ð^ò∑”^°£
¨F(xian)ÝÓ
1°¢Ωõþ^é◊ ƃ͵ƒ∞l’𣨠îµøÿ«–∏ÓôC‘⁄«–∏ӃБ¥∫Õîµøÿøÿ÷∆œµΩyÉ…∑Ω√Ê»°µ√¡ÀÈL◊„µƒ∞l’𣨫–∏ӃБ¥“—”…ÜŒ“ªµƒª—ʃБ¥«–∏Ó∞l’πûÈ∂ý∑NƒÐ‘¥(ª—Ê°¢µ»Îx◊”°¢º§π‚°¢∏þâ∫ÀÆ…‰¡˜)«–∏Ó∑Ω Ω£ªîµøÿ«–∏ÓôCøÿ÷∆œµΩy“—”…Æî≥ıµƒ∫ÜÜŒπ¶ƒÐ°¢èÕÎsæé≥Ã∫Õðî»Î∑Ω Ω°¢◊‘Ñ”ªØ≥Ã∂»≤ª∏þ∞l’πµΩæþ”–π¶ƒÐÕÍ…∆°¢÷«ƒÐªØ°¢àD–ŒªØ°¢æWΩjªØµƒøÿ÷∆∑Ω Ω£ª ÚåÑ”œµΩy“≤胵ƒ≤ΩþMÚåÑ”°¢ƒ£îMÀ≈∑˛ÚåÑ”µΩΩÒÃϵƒ»´îµ◊÷ ΩÀ≈∑˛ÚåÑ”£ª îµøÿ«–∏ÓôC÷˜“™∆∑∑N∞¸¿®“‘œ¬é◊∑N£∫
îµøÿª—Ê«–∏ÓôC
îµøÿ∏þâ∫ÀÆ…‰¡˜«–∏ÓôC
∆‰À¸å£”√Ãÿ ‚«–∏Ó‘Olj£®»ÁîµøÿπÐ≤ƒ«–∏ÓôC°¢îµøÿ–Õ≤ƒ«–∏ÓôC°¢∆‰À¸∑«ΩåŸå£”√«–∏Ó‘Oljµ»£¨£©
2°¢∏˜Óê–Õîµøÿ«–∏ÓôCµƒÃÿ¸cº∞∆‰ë™”√«Èõr
îµøÿª—Ê«–∏ÓôC £¨«–∏Óæþ”–¥Û∫Ò∂»Ãº‰ì«–∏ӃС¶£¨«–∏ÓŸM”√ð^µÕ£¨µ´¥Ê‘⁄«–∏Ó◊É–Œ¥Û£¨«–∏Óæ´∂»≤ª∏þ£¨∂¯«“«–∏ÓÀŸ∂»ð^µÕ£¨«–∏ÓÓAü·ïrÈg°¢¥©ø◊ïrÈgÈL£¨ð^Îyþmë™»´◊‘Ñ”ªØ≤Ÿ◊˜µƒ–Ë“™°£À¸µƒë™”√àˆ∫œ÷˜“™œÞ”⁄ú‰ì°¢¥Û∫Ò∂»∞Â≤ƒ«–∏Ó£¨‘⁄÷–°¢±°Ãº‰ì∞Â≤ƒ«–∏Ó…œ÷ùuï˛±ªµ»Îx◊”«–∏Ó¥˙ÃÊ°£
îµøÿµ»Îx◊”«–∏ÓôC£¨µ»Îx◊”«–∏Óæþ”–«–∏ÓÓI”Úåí£¨ø…«–∏ÓÀ˘”–ΩåŸ∞Â≤ƒ£¨«–∏ÓÀŸ∂»øÏ£¨–߬ ∏þ£¨«–∏ÓÀŸ∂»ø…þ_10m/min“‘…œ°£µ»Îx◊”‘⁄ÀÆœ¬«–∏ӃМ˚≥˝ «–∏ÓïrÆa…˙µƒ‘ά∑€âm°¢”–∫¶ö‚Ûw∫Õª°π‚µƒŒ€»æ£¨”––ßµÿ∏ƒ…∆π§◊˜àˆ∫œµƒ≠hæ≥°£≤…”√æ´ºöµ»Îx◊”«–∏Ó“— π«–∏ÓŸ|¡øΩ”Ω¸º§π‚«–∏ÓÀÆ∆Ω£¨ÎS÷¯¥Û𶬠µ»Îx◊”«–∏Óºº–gµƒ≥… Ï£¨«–∏Ó∫Ò∂»“—≥¨þ^100mm£¨Õÿåí¡Àîµøÿµ»Îx◊”«–∏ÓôC«–∏Ó∑∂á˙°£
îµøÿº§π‚«–∏ÓôC£¨æþ”–«–∏ÓÀŸ∂»øÏ£¨æ´∂»∏þµ»Ãÿ¸c£¨º§π‚«–∏ÓôCÉr∏Ò∞∫ŸF£¨«–∏ÓŸM”√∏þ£¨÷ªþm∫œ”⁄±°∞«–∏Ó°¢æ´∂»“™«Û∏þµƒàˆ∫œ£¨
îµøÿ∏þâ∫ÀÆ…‰¡˜«–∏ÓôC£¨þm”√”⁄»Œ∫Œ≤ƒ¡œµƒ«–∏Ó£®Ω埰¢∑«Ω埰¢èÕ∫œ≤ƒ¡œ£©£¨«–∏Óæ´∂»∏þ£¨≤ªÆa…˙ü·◊É–Œ£¨æþ≠h±£µƒ«–∏Ó∑Ω Ω°£À¸µƒ»±¸c‘⁄”⁄«–∏ÓÀŸ∂»¬˝°¢–߬ µÕ°¢«–∏ÓŸM”√∏þ°£
∆‰À¸îµøÿ«–∏ÓôC£∫∞¸¿®îµøÿπÐ≤ƒ«–∏ÓôC£¨îµøÿ–Չ쫖∏ÓôC£¨îµøÿ∆¬ø⁄«–∏ÓôC£¨îµøÿƒæ𧫖∏ÓôC£¨þ@–©å£”√«–∏Ó‘Olj÷˜“™ë™”√”⁄∏˜∑N壔√–Õ≤ƒµÿîµøÿ«–∏Ó£¨ –àˆ…œ…˙ÆaèSº“≤ª∂ý°£
∞l’π⁄ÖÑð
ÎS÷¯¨F¥˙ôC–µº”π§òIµÿ∞l’π£¨å¶«–∏ÓµƒŸ|¡ø°¢æ´∂»“™«Ûµƒ≤ªîý÷∏þ£¨å¶Ã·∏þ…˙Æa–߬ °¢ΩµµÕ…˙Æa≥…±æ°¢æþ”–∏þ÷«ƒÐªØµƒ◊‘Ñ”«–∏Óπ¶ƒÐµƒ“™«Û“≤‘⁄÷…˝°£ îµøÿ«–∏ÓôCµƒ∞l’π±ÿÌö“™þm뙨F¥˙ôC–µº”π§òI∞l’𵃓™«Û°£ 1°¢îµøÿ«–∏ÓôCµƒ∞l’π°£èƒé◊∑NÕ®”√îµøÿ«–∏ÓôCë™”√«ÈõrÅÌø¥£¨îµøÿª—Ê«–∏ÓôCπ¶ƒÐº∞–‘ƒÐ“—±»ð^ÕÍ…∆£¨∆‰≤ƒ¡œ«–∏Óµƒæ÷œÞ–‘£®÷ªƒÐ«–∏Óú‰ì∞£©£¨«–∏ÓÀŸ∂»¬˝£¨…˙Æa–߬ µÕ£¨∆‰þm”√∑∂á˙÷ùu‘⁄øs–°£¨ –àˆ≤ªø…ƒÐ”–¥Ûµƒ‘ˆº”°£
µ»Îx◊”«–∏ÓôCæþ”–«–∏Ó∑∂á˙èV£®ø…«–∏ÓÀ˘”–ΩåŸ≤ƒ¡œ£©£¨«–∏ÓÀŸ∂»øÏ£¨π§◊˜–߬ ∏þµ»Ãÿ¸c£¨Œ¥Å̵ƒ∞l’π∑ΩœÚ‘⁄”⁄µ»Îx◊” Îä‘¥ºº–gµƒÃ·∏þ°¢îµøÿœµΩy≈cµ»Îx◊”«–∏Ó≈‰∫œÜñÓ}£¨»ÁÎä‘¥π¶¬ µƒÃ·…˝ø…«–∏Ó∏¸∫Òµƒ∞Â≤ƒ£ªæ´ºöµ»Îx◊”ºº–gµƒÕÍ…∆∫Õ÷∏þø…÷∏þ«–∏ÓµƒÀŸ∂»°¢«–√ÊŸ|¡ø∫Õ«–∏Óæ´∂»£ªîµøÿœµΩyµƒÕÍ…∆∫Õ÷∏þ“‘þm뙵»Îx◊”«–∏Ó£¨ø…”––ß÷∏þπ§◊˜–߬ ∫Õ«–∏ÓŸ|¡ø°£ º§π‚«–∏ÓôCæþ”–«–∏ÓÀŸ∂»øÏ£¨æ´∂»∫Õ«–∏ÓŸ|¡ø∫√µ»Ãÿ¸c°£ º§π‚«–∏Óºº–g“ª÷± «á¯º“÷ÿ¸c÷ß≥÷∫ÕÕ∆є뙔√µƒ“ªÌó∏þ–¬ºº–g£¨ÃÿÑe «’˛∏Æèä’{“™’Ò≈d÷∆‘ÏòI£¨þ@æÕΩoº§π‚«–∏Óºº–gë™”√éßÅÌ∞l’πôC”ˆ°£‘⁄᯺“÷∆∂®÷–ÈLþh∆⁄∞l’π“éÑùïr£¨”÷墺§π‚«–∏Ó¡–ûÈÍPÊI÷ß쌺º–g£¨“ÚûÈÀ¸…ʺ∞᯺“∞≤»´°¢á¯∑¿Ω®‘O°¢∏þ–¬ºº–gµƒÆaòIªØ∫Õø∆ºº«∞—ÿµƒ∞l’π£¨þ@æÕ∞—º§π‚«–∏Ó÷…˝µΩ∫Ð∏þµƒ÷ÿ“ï≥Ã∂»£¨“≤±ÿå¢Ωoº§π‚«–∏ÓôCµƒ÷∆‘Ï∫Õ…˝ºâéßÅÌ∫Ð¥Ûµƒ…ÃôC°£ «∞é◊ƒÍ£¨á¯É»‘⁄‰Nµƒº§π‚«–∏ÓôC¥Û≤ø∑÷ûÈá¯Õ‚þMø⁄Æa∆∑£¨á¯É»Æa∆∑À˘’º∑ðÓ~…ı–°°£ÎS÷¯”√ëÙ嶺§π‚«–∏Óºº–gÃÿ¸cµƒ÷≤Ω…Ó»Î¡ÀΩ‚∫Õ æ∑∂–‘≤…”√£¨éßÑ”¡Àá¯É»∆ÛòIÈ_∞l°¢…˙Æaº§π‚«–∏ÓôC°£ 2°¢å£”√îµøÿ«–∏ÓôCµƒ∞l’π°£îµøÿπÐ≤ƒ«–∏ÓôCþm”√”⁄∏˜∑NπÐ≤ƒ…œ«–∏ÓàA÷˘’˝Ωª°¢–±Ωª°¢∆´–ƒΩªµ» œýëTæÄø◊°¢∑Ωø◊°¢ ôEàAø◊£¨≤¢ƒÐ‘⁄πÐ◊”∂À≤ø«–∏Ó≈c÷ÆœýΩªµƒœýëTæÄ°£þ@∑NÓê–Õµƒ‘OljèV∑∫ë™”√”⁄ΩåŸΩYòãº˛…˙Æa£¨Î䡶‘Olj°¢ÂÅÝtòI°¢ ؔհ¢ªØ𧵻π§òI≤øÈT°£îµøÿ∆¬ø⁄«–∏ÓôC «––É»±»ð^∏þ∂ÀµƒÆa∆∑÷Æ“ª£¨¥ÀÓê–Õ‘OljµƒªÿÞD∆¬ø⁄«–∏Óπ¶ƒÐø…“‘ùM◊„∫∏Ω”π§Àá÷–≤ªÕ¨∞Â≤ƒÈ_≤ªÕ¨Ω«∂»∆¬ø⁄µƒ“™«Û°£ÎS÷¯Œ“ᯑϥ¨òIµƒ∞l’𣨥¨èS‘⁄á¯É»¬ œ»“˝þM∫Õ π”√¡Àîµøÿµ»Îx◊”«–∏ÓôC°£ÎS÷¯ºº–gµƒ∞l’π£¨á¯É»Õ‚¥¨èSºäºä≈‰Ç‰æþ”–ªÿÞD∆¬ø⁄«–∏Óπ¶ƒÐµƒîµøÿ µ»Îx◊”«–∏ÓôC£¨“‘ùM◊„∏þºº–g°¢∏þ∏Ωº”÷µ¥¨µƒΩ®‘Ï“™«Û°£ ΩY’Z
èƒ∏˜∑Nîµøÿ«–∏ÓôCë™”√«ÈõrÅÌø¥£¨á¯É»…˙Æaµƒîµøÿ«–∏ÓôCµƒºº–gÀÆ∆Ω°¢’˚ôC–‘ƒÐµ»’˚ÛwÀÆ∆Ω∂º»°µ√¡Àø…œ≤µƒþM≤Ω£¨÷≤Ω⁄s…œá¯ÎHœ»þMÀÆ∆Ω£¨ùM◊„”√ëÙµƒ–Ë“™£¨þM“ª≤Ω÷∏þ¡À –àˆ∏ÇÝ顶°£á¯É»“ª–© îµøÿµ»Îx◊”«–∏ÓÆa∆∑‘⁄‘S∂ý∑Ω√Ê“—–Œ≥…◊‘…Ì™ö”–µƒÃÿ¸c£¨åç¨F¡À°∞◊‘Ñ”ªØ°¢∂ýπ¶ƒÐ∫Õ∏þø…øø–‘°±°£‘⁄ƒ≥–©∑Ω√Ê£¨Æa∆∑µƒºº–g–‘ƒÐ…ı÷¡≥¨þ^¡Àá¯Õ‚µƒÆa∆∑°£ èƒ∞l’π⁄ÖÑðÅÌø¥£¨îµøÿ«–∏ÓôC –àˆ…œîµøÿª—Ê«–∏ÓôC墱£≥÷∆‰ª˘±æ –àˆ£¨ÀÆ…‰¡˜«–∏Ó –àˆå¢ï˛”–“ª∂®≥Ã∂»‘ˆº”£¨∂¯îµøÿµ»Îx◊”«–∏ÓôC°¢îµøÿº§π‚«–∏ÓôCå¢≥…ûÈ∞Â≤ƒ«–∏Ó –àˆ÷–µƒ÷˜¡˜¡¶¡ø£¨å£”√–Õ≤ƒ îµøÿ«–∏Ó‘Olj°¢Ω””| Ω∫Õ∑«Ω””| Ω∑«ΩåŸå£”√îµøÿ«–∏Ó‘Olj“≤å¢ï˛”–ð^¥Ûµƒ∞l’πø’Èg£¨’˚ÇÄîµøÿ«–∏ÓôC –àˆå¢≤ªîýîU¥Û°£Ã·∏þîµøÿ«–∏ÓôCµƒ…˙Æa–߬ ∫Õ«–∏ÓŸ|¡ø£¨ΩµµÕ…˙Æa π”√≥…±æ£¨Ã·∏þ’˚ôC ◊‘Ñ”ªØÀÆ∆Ω∫ÕœµΩy∑Ä∂®–‘£¨ÕÍ…∆œµΩyπ¶ƒÐ≥…ûÈ∆‰ºº–g∞l’πµƒ∑ΩœÚ°£ 1£¨»Œ“‚‘O∂®«–∏ÓƒzéßµƒÈL∂»
2£¨◊‘Ñ”ÀÕƒzéߺ∞«–∏Ó
3£¨LEDÔ@ æÓl
4£¨÷˜“™“‘’≥–‘»ıµƒƒzéßûÈ«–∏Ó嶜ۣ¨
∑÷Óê(lei)
| °° |
°° |
°° |
|
|
ÀÆ…‰¡˜«–∏ÓôC(61) |
|
°° |
|
|
|
|
°° |
|
|
|
|
°° |
|
|
|
|
°° |
|
|
|
|
°° |
◊‘Ñ”«–∏ÓôC(34) |
|
|
÷Ñ”«–∏ÓôC(16) |
°° |
Ñù∆¨«–∏ÓôC(9) |
|
…∞ðÜ∆¨«–∏ÓôC(12) |
|
°° |
“∫â∫«–∏ÓôC(10) |
|
|
ΩÑÇ Ø«–∏ÓôC(22) |
°° |
‰ì≤ƒ«–∏ÓôC(16) |
|
|
ªÏƒ˝Õ¡«–∏ÓôC(15) |
°° |
ÀЃz«–∏ÓôC(21) |
|
πе¿«–∏ÓôC(24) |
¬∑√Ê«–∏ÓôC(33) |
°° |
πÐ≤ƒ«–∏ÓôC(15) |
|
|
|
°° |
∑˛—bò”∞«–∏ÓôC |
‘⁄…œ÷–ø’≤£¡ß…˙ÆaæĪÚ÷∏þ…˙Æa∆∑∑Nïr£¨Œ“ÇÉï˛þxŸè≤£¡ß◊‘Ñ”Æê–Õ«–∏ÓôC£¨µ´‘⁄ŸèŸIïrë™÷˜“‚“‘œ¬é◊¸c£∫
“ª°¢«–∏Óæ´∂»
嶔√”⁄Ω®÷˛––òIÓꓪ∞„“™«Û‘⁄°¿0.5mm“‘œ¬æÕ––£ªµ´å¶”√”⁄∆˚Ðá∑¥π‚ÁRÓê“™«Û‘⁄°¿0.Olmm“‘œ¬°£∏˜ôC–µèS…ÃÐÃ·π©µƒ«–∏Óæ´∂»“ª∞„∂º‘⁄°¿0. 2mm“‘œ¬£¨µ´þ@≤ªƒÐπ‚ø¥Æa∆∑’f√˜ï¯µƒΩÈΩB£¨‘⁄Úû ’ïrë™”–“ªÃ◊ÕÍ’˚µƒúy‘á«–∏Óæ´∂»µƒ≥Öڣ¨“™“‘úy¡øåçÎH«–∏ÓµƒÆa∆∑æ´∂»ûÈú £¨Œ“ÇÉ“ª∞„”– Æé◊ÇÄúy‘áò”√Ê°£Õ®þ^úy‘ጓÇÉø…»´√Ê’∆Œ’«–∏Ó∆Ω≈_µƒ∆Ω’˚∂»∫Õøÿ÷∆œµΩyµƒÕ¨≤Ωøÿ÷∆ÀÆ∆Ω°£
∂˛°¢«–∏ÓÀŸ∂»
‘⁄ùM◊„¡À«–∏Óæ´∂»µƒ«∞÷œ¬Œ“ÇÉ≤≈ƒÐ’ÑÀŸ∂»£¨”…”⁄«–∏Ó∆Ω≈_ð^∂㨔√—€æ¶∫ÐÎy≈–îý «∑Òþ_µΩ◊Ó∏þÀŸ∂»£¨Œ“ÇÉø…¿˚”√«–∏ÓôCµƒÀ≈∑˛ÚåÑ”∆˜À˘≈‰µƒÐõº˛ƒ£îMπ¶ƒÐÅÌ≤Èø¥ÎäôCµƒÞDÀŸ «∑Òþ_µΩ◊Ó∏þ°£‘⁄úy‘á«–ÀŸïr≤ª”√åç«–£¨Ã·∏þº”úpÀŸ∂»°£∏˜ðSø…∑÷È_úy‘ᣨ“≤ø…Õ¨ïrúy‘á°£
»˝°¢◊‘Ñ”≈≈∞ÊÉûªØπ¶ƒÐ
‘⁄ «–∏ÓôCµƒþÖ…œ£¨øºë]µΩº”π§≥…±æ∫ÕÉ‘∆¨π§∑NµƒÃÿ ‚–‘£¨“ª∞„≤ªï˛∞≤≈≈∏þåWövµƒ»À»•∏…£¨þ@æÕ“™«Û«–∏ÓôCµƒ≤Ÿ◊˜“™∫ÜÜŒ°¢“◊∂Æ£¨≤ªƒÐôèÕÎs£¨∑ÒÑtï˛‘Ï≥…ŸIµ√∆ôC∆˜B≤ª∆ôC∆˜µƒå¿ÞŒµƒæ÷√Ê°£◊Ó∫√ƒÐ”–∂„±Ð¥√¸cπ¶ƒÐ£¨“Úá¯Æaµƒµ◊∞Â≤£¡ß÷–”–ïrï˛”– ≤ª¡º∆∑°£Æê–Õ«–∏ÓµƒàD–ŒéÏ“™∂ý∫ÕÏ`ªÓ£¨ë™‘ì π CAD◊˜≥…µƒàD–Œ“≤ƒÐÖ¢≈c≈≈∞Ê’πÈ_°£ Àƒ°¢æS◊o∑Ω±„
I/0–≈Ãñ∫ÕôC–µ…œµƒÇ˜∏–∆˜≤ª“™≈‰Ç‰Ã´∂ý£¨≤ª±ÿ“™µƒÈ_ÍP∫Õ÷∏ æüÙ±M¡ø“™…Ÿ£¨“ÚûÈ“ªµ©ôC–µ…œƒ≥∏˜∆˜º˛≥ˆπ ’œ∂ºï˛”∞ÌëµΩ«–∏ÓôCµƒ π”√£¨≤øº˛…Ÿπ ’œ∏≈¬ æÕµÕ£¨≈‰æÄ“≤…Ÿ£¨±„”⁄≤È’“π ’œ∫ÕÃÊìQ≤øº˛£¨◊Ó∫√‘⁄∆¡ƒª…œæՃВ{‘á∏˜I/0–≈ÃñµƒÝÓëB°£æS◊oŸM”√ «“ªÇıÿÌö‘⁄ŸèŸIôC∆˜ïræÕë™øºë]µƒ÷ÿ“™“ÚÀÿ°£
ŒÂ°¢πù °ƒÐ∫ƒ
‘⁄Õ¨ò”ƒÐÕÍ≥…«–∏Ó≥þ¥Á“™«Ûµƒïr∫Ú£¨þxìÒ °ƒÐ∫ƒµƒ «–∏ÓôCï˛Ωo∆ÛòIéßÅÌ‘S∂ý∫√Ãé°£ “ª «±£◊o≠hæ≥£¨πù °ƒÐ‘¥£ª∂˛ «πù °∆ÛòIµƒ»’≥£È_÷ß°£ë™”√∑∂á˙
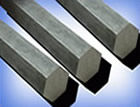
«–∏ÓàAôC≤…”√∏þèä∂»‰X∫œΩâ∫ËT÷∆≥…,ðp«…±„îy.èV∑∫ë™”√”⁄ Ø”Õ,ªØπ§,‘Ï¥¨,ôC–µ÷∆‘ϵ»ÓI”Ú«–∏ÓπÐ≤ƒ.
«–∏ÓàAôCÃÿÑeþm”√”⁄«–∏ÓàA–Œ¡„º˛, »Á:àAø◊, ∑®Ãm,”»∆‰”√”⁄Õ¨∑N–ŒÝÓ≤øº˛µƒ≈˙¡ø«–∏Ó. CG2-600 ◊Ó¥Û«–∏Ó÷±èΩ:600mm, CG2-1000◊Ó¥Û«–∏Ó÷±èΩ:1000mm,CG2-600A∫ÕCG2-1000Aø…Õ¨ïr«–∏ÓɻՂàA
–ÕÃñ:CG2-600
7≤Ÿ◊˜“é≥Ã
“ª°¢«–∏Ó«∞ú lj
(“ª)°¢ π”√«∞±ÿÌö’J’Êôz≤È‘Oljµƒ–‘ƒÐ£¨¥_±£∏˜≤øº˛µƒÕÍ∫√–‘°£
(∂˛)°¢Îä‘¥Èlµ∂ È_ÍP°¢‰è∆¨µƒÀ…æo∂»°¢‰è∆¨◊o’÷ªÚ∞≤»´ìı∞ÂþM––‘îºöôz≤È£¨≤Ÿ◊˜≈_±ÿÌö∑Äπ㨓πÈg◊˜òIïrë™”–◊„âÚµƒ’’√˜¡¡∂»°£ (»˝)°¢ π”√÷Æ«∞£¨œ»¥ÚÈ_øÇÈ_ÍP£¨ø’ðd‘áÞDé◊»¶£¨¥˝¥_’J∞≤»´üo’`∫Û≤≈‘ ‘Sܢє°£
(Àƒ)°¢≤Ÿ◊˜«∞±ÿÌö≤Èø¥Îä‘¥ «∑Ò≈cÎäÑ”π§æþ…œµƒ≥£“éÓ~∂®220VAÎäâ∫œý∑˚£¨“‘√‚ÂeΩ”µΩ380VAµƒÎä‘¥…œ°£
∂˛°¢«–∏Ó◊¢“‚ ¬Ìó
(“ª)°¢«–∏ÓôCπ§◊˜ïrÑ’±ÿ“™»´…Òÿû◊¢£¨≤ªµ´“™±£≥÷Ó^ƒX«Â–—£¨∏¸“™¿Ì–‘µƒ≤Ÿ◊˜ÎäÑ”π§æþ°£á¿Ω˚∆£ëv°¢æ∆∫ÛªÚ∑˛”√≈dä^Ñ©°¢ÀéŒÔ÷Æ∫Û≤Ÿ◊˜«–∏ÓôC°£
(∂˛)°¢ Îä‘¥æĬ∑±ÿÌö∞≤»´ø…øø£¨á¿Ω˚ÀΩ◊‘Åy¿≠£¨–°–ƒÎä‘¥æÄî[∑≈£¨≤ª“™±ª«–îý°£ π”√«∞±ÿÌö’J’Êôz≤È‘Oljµƒ–‘ƒÐ£¨¥_±£∏˜≤øº˛ÕÍ∫√°£ (»˝)°¢¥©∫√∫œþmµƒπ§◊˜∑˛£¨≤ªø…¥©þ^”⁄åíÀ…µƒπ§◊˜∑˛£¨∏¸≤ª“™¥˜ ◊ÔóªÚ¡ÙÈL∞l£¨á¿Ω˚¥˜ ÷Ã◊º∞–‰ø⁄≤ªø€∂¯≤Ÿ◊˜°£
(Àƒ)°¢º”π§µƒπ§º˛±ÿÌöäA≥÷¿Œøø£¨á¿Ω˚π§º˛—bäA≤ªæoæÕÈ_ º«–∏Ó°£
(ŒÂ)°¢á¿Ω˚‘⁄…∞ðÜ∆Ω√Ê…œ£¨–Þƒ•π§º˛µƒ√´¥Ã£¨∑¿÷π…∞ðÜ∆¨ÀÈ¡—°£
(¡˘)°¢«–∏Óïr≤Ÿ◊˜’þ±ÿÌö∆´Îx…∞ðÜ∆¨’˝√Ê£¨≤¢¥˜∫√∑¿◊o—€ÁR°£
(∆þ)°¢á¿Ω˚ π”√“—”–öà»±µƒ…∞ðÜ∆¨£¨«–∏Óïrë™∑¿÷πª–«ÀƒûR£¨≤¢þhÎx“◊»º“◊±¨ŒÔ∆∑°£
(∞À)°¢—bäAπ§º˛ïrë™—bäA∆Ω∑Ä¿Œπã¨∑¿◊o’÷±ÿÌö∞≤—b’˝¥_£¨—bäA∫Ûë™È_ôCø’þ\ÞDôz≤È£¨≤ªµ√”–∂∂Ñ”∫ÕÆê≥£‘άﰣ
(æ≈)°¢÷–Õæ∏¸ìQ–¬«–∏Ó∆¨ªÚ…∞ðÜ∆¨ïr£¨≤ª“™å¢Êiæo¬ðƒ∏þ^”⁄”√¡¶£¨∑¿÷π‰è∆¨ªÚ…∞ðÜ∆¨±¿¡—∞l…˙“‚Õ‚°£
( Æ)°¢±ÿÌö∑ÄŒ’«–∏ÓôC ÷∞—æ˘ÑÚ”√¡¶¥π÷±œ¬«–£¨∂¯«“πÃ∂®∂À“™¿ŒπÃø…øø°£
( Æ“ª)°¢≤ªµ√‘áàD«–‰èŒ¥äAæoµƒ–°π§º˛ªÚéß¿‚þÖá¿÷ÿµƒ–Õ≤ƒ°£
( Æ∂˛)°¢ûÈ¡À÷∏þπ§◊˜–߬ °£å¶ÜŒ÷ߪÚ∂ý÷ß“ª∆‰è«–÷Æ«∞£¨“ª∂®“™◊ˆ∫√∫√ðo÷˙–‘—bäA∂®Œªπ§◊˜°£
( Æ»˝)°¢≤ªµ√þM––è䡶«–‰è≤Ÿ◊˜£¨‘⁄«–∏Ó«∞“™¥˝ÎäôCÞDÀŸþ_µΩ»´ÀŸº¥ø…°£
( ÆÀƒ)°¢≤ª‘ ‘S»Œ∫Œ»À’æ‘⁄‰è∫Û√Ê£¨Õ£Îä°¢–𜢪ÚÎxÈ_π§◊˜µÿïr£¨ë™¡¢º¥«–îýÎä‘¥°£
( ÆŒÂ)°¢‰è∆¨Œ¥Õ£÷πïr≤ªµ√胉èªÚπ§º˛…œÀ…È_»Œ∫Œ“ª÷ª ÷ªÚÃß∆ ÷±€°£
( Æ¡˘)°¢◊o’÷Œ¥µΩŒªïr≤ªµ√≤Ÿ◊˜£¨≤ªµ√å¢ ÷∑≈‘⁄æý‰è∆¨15¿Â√◊“‘É»°£≤ªµ√ÃΩ…Ì‘Ωþ^ªÚ¿@þ^‰èôC£¨≤Ÿ◊˜ïr…ÌÛw–±Ç»45∂»ûÈ“À°£
( Æ∆þ)°¢≥ˆ¨F”–≤ª’˝≥£¬ï“Ù£¨ë™¡¢øÃÕ£÷πôz≤È;æS–ÞªÚ∏¸ìQ≈‰º˛«∞±ÿÌöœ»«–îýÎä‘¥£¨≤¢µ»‰è∆¨ÕÍ»´Õ£÷π°£
( Æ∞À)°¢ π”√«–∏ÓôC»Á‘⁄≥±ùÒµÿ∑Ωπ§◊˜ïr£¨±ÿÌö’æ‘⁄Ω^æââ|ªÚ∏…‘Ôµƒƒæ∞Â…œþM––°£µ«∏þªÚ‘⁄∑¿±¨µ»Œ£ÎUÖ^”ÚÉ» π”√±ÿÌö◊ˆ∫√∞≤»´∑¿◊o¥Î ©°£
( Ææ≈)°¢‘Olj≥ˆ¨F∂∂Ñ”º∞∆‰À¸π ’œ£¨ë™¡¢º¥Õ£ôC–Þ¿Ì£¨á¿Ω˚éß≤°∫Õ∑˛”√≈dä^Ñ©º∞æ∆∫Û◊˜òI, ≤Ÿ◊˜ïrá¿Ω˚¥˜ ÷Ã◊≤Ÿ◊˜°£»Á‘⁄≤Ÿ◊˜þ^≥Ã÷–ï˛“˝∆ª“âm£¨“™¥˜…œø⁄’÷ªÚ√Ê’÷°£
(∂˛ Æ)º”π§ÕÍÆÖë™ÍPÈ]Îä‘¥£¨≤¢◊ˆ∫√‘Oljº∞÷Ðá˙àˆµÿµƒ«Âùç°£
±£BæS◊o
1°¢≤Ÿ◊˜ÕÍÆÖë™”√◊‘ÅÌÀÆõ_œ¥π§◊˜ “º∞π§◊˜≈_±Ì√ʵƒér‘¸≤¢≤¡∏…°£
2°¢∂®∆⁄«Â¿ÌÕœ∞Â∫ÕåßÐâ“‘º∞åßÐâǘєΩzóU…œµƒ”Õùn£¨≤¢º∞ïrº”◊¢ùôª¨”Õ°£
3°¢π§◊˜»´≤øΩY ¯∫Û£¨å¢µ∂∆¨œÚ«∞“∆Ñ”10¿Â√◊◊Û”“£¨ π––≥ÃÈ_ÍPìu±€èÕŒª°£
4°¢«–∏ÓôC’˚ôC π”√∫Û»Á‘⁄“ª∂®µƒïrÈgÉ»≤ª π”√£¨ë™å¢µ∂∆¨∫ÕäAæþ“∆Ñ”≤øŒªº∞ôCÉ»“ª–©“◊…˙‰Pµƒµÿ∑ΩÕø“ªå”‰á
“ª£Æ»’≥£æS◊o∫Õ±£B£∫
1.√øÇÄπ§◊˜»’±ÿÌö«Â¿ÌôC¥≤º∞åßÐⵃŒ€π∏£¨ π¥≤…̱£≥÷«Âù磨œ¬∞ýïrÍPÈ]ö‚‘¥º∞Îä‘¥£¨Õ¨ïr≈≈ø’ôC¥≤πÐéß¿Ôµƒ”ýö‚°£
2.»Áπ˚ÎxÈ_ôC∆˜ïrÈgð^ÈLÑt“™ÍPÈ]Îä‘¥£¨“‘∑¿∑«å£òI’þ≤Ÿ◊˜°£
3.◊¢“‚”^≤ÏôC∆˜ôM°¢øvœÚåßÐâ∫Õ˝Xól±Ì√Ê”–üoùôª¨”Õ£¨ π÷Ʊ£≥÷ùôª¨¡º∫√£°»˝.√ø÷еƒæS◊o≈c±£B£∫
1.√ø÷Г™å¶ôC∆˜þM––»´√ʵƒ«Â¿Ì£¨ôM°¢øvœÚµƒåßÐⰢǘє˝XðÜ˝Xólµƒ«Âœ¥£¨º”◊¢ùôª¨”Õ°£
2.ôz≤ÈôMøvœÚµƒ≤¡Ðâ∆˜ «∑Ò’˝≥£π§◊˜£¨»Á≤ª’˝≥£º∞ïr∏¸ìQ°£
3.ôz≤ÈÀ˘”–∏ÓæÊ «∑ÒÀ…Ñ”£¨«Â¿Ì¸cªòåø⁄µƒ¿¨ª¯£¨ π¸cª±£≥÷’˝≥£°£
4.»Á”–◊‘Ñ”’{∏þ—b÷√£¨ôzúy «∑ÒÏ`√Ù°¢ «∑Ò“™∏¸ìQÃΩÓ^°£
5.ôz≤ȵ»Îx◊”∏Ó◊Ï≈cÎäòO «∑Òìp⃰¢ «∑Ò–Ë“™∏¸ìQ∏Ó◊Ï≈cÎäòO°£
∂˛£Æ‘¬≈cºæ∂»µƒæS–Þ±£B£∫
1.ôz≤ÈøÇþMö‚ø⁄”–üo¿¨ª¯£¨∏˜ÇÄÈyÈTº∞â∫¡¶±Ì «∑Òπ§◊˜’˝≥£°£
2.ôz≤ÈÀ˘”–ö‚πÐΩ”Ó^ «∑ÒÀ…Ñ”£¨À˘”–πÐéß”–üo∆∆ìp°£±ÿ“™ïræoπêÚ∏¸ìQ°£
3.ôz≤ÈÀ˘”–ǘє≤ø∑÷”–üoÀ…Ñ”£¨ôz≤È˝XðÜ≈c˝Xóláß∫œµƒ«Èõr£¨±ÿ“™ïr◊˜“‘’{’˚°£
4.À…È_º”æo—b÷√£¨”√ ÷Õ∆Ñ”ª¨Ðᣨ «∑ÒÅÌ»•◊‘»Á£¨»Á”–Æê≥£«Èõrº∞ïr’{’˚ªÚ∏¸ìQ°£
5.ôz≤ÈäAæoâK°¢‰ìéߺ∞åßœÚðÜ”–üoÀ…Ñ”°¢‰ìéßÀ…æoÝÓõr£¨±ÿ“™ïr’{’˚°£
6.ôz≤ÈÀ˘”–∞¥‚o∫ÕþxìÒÈ_ÍPµƒ–‘ƒÐ£¨ìp⃵ƒ∏¸ìQ£¨◊Ó∫ÛÆãæC∫œôzúyàD–ŒôzúyôC∆˜µƒæ´∂»°£
ª˘≈£”Õ°£
π”√’f(shuo)√˜
1°¢«–∏ÓôC∞≤—bÕÍÆÖ∫Û£¨Ω”Õ®Îä‘¥ôz≤È’˚ôC∏˜≤ø∑÷ÞDÑ” «∑ÒÏ`ªÓ£¨∏˜æoπú˛ «∑ÒÀ…Ñ”°£
2°¢Ω”Õ®Îä‘¥£¨∞¥œ¬÷˜ôC∞¥‚o£¨µ∂∆¨ÞDœÚ «∑Ò≈cº˝Ó^∑ΩœÚ“ª÷¬°£»Ù∑¥œÚ¡¢º¥’{’˚°£ôz≤ÈÕÍÆÖ∫Ûº¥ø…—bäAérò”þM––«–∏Ó£¨érò”—bäAïr£¨ë™þxìÒø…øøµƒäA≥÷¸c£¨∑¿÷πÃìäA∫ÕºŸäA¨FœÛ°£“‘√‚‘⁄«–œ˜þ^≥à ÷–“Úér Ø∏ZÑ”∂¯ìp⃵∂æþº∞érò”°£
3°¢äA≥÷≤ª“éÑtér Øïr£¨ø…”√Ìîâ∫∑®äA≥÷£¨—bäA∑Ω∑®“äàDï¯1À˘ æ°£äA≥÷≤ΩÛE£∫œ»å¢érò”8∆Ω∑≈‘⁄π§◊˜≈_…œ£¨»ª∫Ûå¢Ìîâ∫“∆Ñ”äAæþ10—ÿT–Õ≤€3≤ÂþM£¨þx∂®äAæþ≈cérò”µƒæýÎx£¨ÊiæoäAæþµ◊◊˘¬ðΩz£¨…œœ¬“∆Ñ”ÌîóU¬ðÀ®13£¨“‘þxìÒø…øøµƒäA≥÷¸c£¨»ª∫Ûå¢ÌîóU“∆Ñ”¬ðƒ∏11Êiæo£¨Ω”÷¯‘Ÿ–˝ÞDÌîóU£¨÷±÷¡ÌîóU∞—érò”ÌîÀ¿£¨Õ¨ïrîQæoÌîóU¬ð√±12£¨∑¿÷πÌîóU‘⁄«–œ˜þ^≥Ã÷–À…Ñ”°£
4°¢«–∏Ó–æò”ïr£¨»Áér Øøð^∂ý£¨ø…”√ÎSôCÀ˘∏ΩµƒÈLâ∫∞Ââ∫…œîµâKérò”£¨“ª∆«–œ˜£¨“‘÷∏þπ§◊˜–߬ £¨—bäA∑Ω∑®»ÁàD2À˘ 棨≤ΩÛE»Áœ¬£∫å¢érò”8∆Ω∑≈‘⁄π§◊˜≈_6…œ£¨å¢â∫∞¬ðÀ®—ÿT–Õ≤€3≤ÂþM£¨ÈLâ∫∞Â9µƒ“ª∂À≤ÂþMπ§◊˜≈_¥π÷±√ʵƒ∑Ωø◊÷–£¨–˝ÞD’{πù¬ð·î7∫Õâ∫∞¬ðÀ®µƒ¬ðƒ∏10£¨º¥ø…å¢érò”â∫æo£¨»Á–æò”÷±èΩ¥Û–°¬‘”–’`≤Ó£¨ø…‘⁄érò”…œ√ʺ”“ªól–Œ±°ƒæ∞£¨ πÈLâ∫∞ƒÐâÚâ∫µΩérò”°£äA≥÷«–îý≥…–ŒµƒÈL∑ΩÛw∫Õ’˝∑ΩÛwérò”ïr£¨“≤ë™”√¥À∑Ω∑®°£
5°¢π§◊˜ïr£¨œ»∆Ñ”÷˜ÎäôC£¨‘Ÿ∞¥π§þM∞¥‚o£¨È_ º«–œ˜ïr£¨”…”⁄ér Ø∂ý≥ ≤ª“éÑt–ŒÝÓ£¨¥ÀïrþMµ∂ÀŸ∂»“™¬˝£¨¥˝µ∂∆¨»–»´≤øþM»Îérò”∫Û£¨∑Ωø……‘øÏ“ª¸c°£
6°¢«–∏ÓôC◊‘Ñ”þMÕÀµ∂£¨Æî«–µ∂—ÿπ§◊˜≈_þ\Ñ”µΩΩK∂Àïr£¨ø…◊‘Ñ”∫ÛÕÀµΩ∆∂À£¨≤¢◊‘єգ÷π“∆Ñ”°£»Á‘⁄π§◊˜þ^≥Ã÷––Ë“™∫ÛÕÀ£¨∞¥øÿ÷∆≈_øÏÕÀ∞¥‚o£¨º¥ø…°£øÏÕÀ÷––Ë“™«∞þM£¨∞¥π§þM∞¥‚oÕ¨ò”ø…“‘þMµ∂°£≤ª’ìþMµ∂ªÚÕÀµ∂£¨∞¥Õ£÷π∞¥‚o«–µ∂æ˘ø…Õ£÷π“∆Ñ”°£π§◊˜ïr£¨»Á∞l¨F«–µ∂Îxérò”ð^þh£¨ø…∞¥œ¬øÏþM∞¥‚o£®∞¥◊°≤ª∑≈£©ªÚ¸cÑ”øÏþM£¨¥˝µ∂∆¨Ω”Ω¸érò”ïr£¨º¥À…È_∞¥‚o°£»ª∫Û‘Ÿ∞¥π§þM∞¥‚o£¨þM––’˝≥£«–∏Ó°£þ@ò”ø…“‘øs∂ÃþMµ∂ðo÷˙ïrÈg°£‘ìôCþMΩoǘє»ÁàD»˝À˘ æ°£
7°¢‘⁄«–∏Ó‘áº˛ïr£¨‘⁄π§◊˜«∞ø…∏˘ì˛ér Ø”≤∂»ÅÌþM––’{πùþMΩoÀŸ∂»£¨‘⁄«–∏Óþ^≥Ã÷–’{πùþMΩoÀŸ∂»ø…ƒÐ≥ˆ¨Fµ∂∫€£¨∏˘ì˛ π”√ΩõÚû«–∏Óð^”≤ ØÓ^ïr£¨ÀŸ∂»“ª∞„ûÈ40∫¡√◊/∑÷◊Û”“°£
8–Õ≤ƒ«–(qie)∏Ó
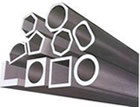
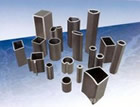
þm∫œ‰è«–∏˜∑NÆê–Õ∑«ËFΩ埰¢‰X°¢ ‰X∫œΩ°¢„~°¢„~∫œΩ°¢ÀЃz°¢”–ôC≤£¡ß(â∫øÀ¡¶)º∞ú¿wµ»≤ƒ¡œ. ÃÿÑeþm”√”⁄ »´◊‘Ñ”‰X–Õ≤ƒ«–∏ÓôC¡„º˛°¢…¢ü·∆¨°¢“ÙÌë√Ê∞°¢ Ô@ø®°¢æWø®°¢ CPU°¢”≤±Pö§°¢MP3‰Xö§°¢U±P‰Xö§°≠°≠”»∆‰þm”√“‘…œ∏˜∑N≤ƒ¡œµƒ∂áœæ´√Љ論Îä◊”°£ ΩÈΩB(shao)
1°¢”…ø…æé≥ÃPLC≥ÖڑO∂®,◊‘Ñ”ÀÕ¡œ,◊‘Ñ”äA¡œ,◊‘Ñ”‰è«–. ÷Ð∂¯èÕ ºµƒ◊˜◊‘Ñ”—≠≠hπ§◊˜. ‰è«–æ´∂»∏þ,’ÒÑ”–°,‘ΓٵÕ, ≤Ÿ◊˜∫ÜÜŒ£¨∏þ–߬ ,þm∫œ∂ý¡øÈLïrÈg‰è«–°£
2°¢∏°Ñ”ÀÕ¡œœµΩy,≤ªÇ˚π§º˛±Ì√Ê,ÜŒ¥ŒÀÕ¡œ––≥Ãø…þ_650mm,ø…þB¿m3¥ŒÀÕ¡œ, ÃÿÑeþm”√∂ᜉ論°£
3°¢¿‰Ös—≠≠hœµΩy, ππ§º˛«–√Êπ‚ùçú ¥_£¨üo√´þÖ,÷∏þ‰è∆¨ π”√â€√¸°£
Ãÿ¸c
1.Î[≤ÿ Ω‰è∆¨.µÕ‘ΓÙ.∞≤»´–‘∏þ£ª
2.ƒ_ç ΩÈ_ÍP,◊‘Ñ”â∫¡œ,‰è¡œ£ª
3 π”√12mmœƒzâKâ∫¡œ,≤ª“◊ìp⃣ª
4.ø…ÜŒ÷ߪÚ∂ý÷ß“ª∆‰èπù£ª
5.800mmÈL»Î¡œµ¿∞Âø…÷∏þ‰è«–æ´∂»£ª
6.◊‘єɅǻáä”Õ,”Õ¡øø…∑÷È_’{’˚.«–√Êüo√´þÖ,‰è∆¨∏¸ƒÕ”√£ª
7.±æôC∆˜ΩõÎäƒXôC–µº”π§,‰è«–æ´¥_∂»∏þ°£
9◊¢“‚ ¬(shi)Ìóæéðã
1£©“∆Ñ”π§◊˜≈_ªÚ÷˜ðSïr£¨“™∏˘ì˛≈cπ§º˛µƒþhΩ¸æýÎx£¨’˝¥_þx∂®“∆Ñ”ÀŸ∂»£¨á¿∑¿“∆Ñ”þ^øÏïr∞l…˙≈ˆ◊≤°£
2£©æé≥Ãïr“™∏˘ì˛åçÎH«Èõr¥_∂®’˝¥_µƒº”π§π§Àá∫Õº”π§¬∑æÄ£¨∂≈Ω^“Úº”π§Œª÷√≤ª◊„ªÚ¥ÓþÖèä∂»≤ªâÚ∂¯‘Ï≥…µƒπ§º˛àÛèUªÚ÷«∞«–îýµÙ¬‰°£
3£©æÄ«–«∞±ÿÌö¥_’J≥ÖÚ∫Õ—aÉî¡ø «∑Ò’˝¥_üo’`°£
4£©ôz≤ÈÎäòOΩzèࡶ «∑Ò◊„âÚ°£‘⁄«–∏ÓÂF∂»ïr£¨èࡶ뙒{–°÷¡Õ®≥£µƒ“ª∞ΰ£
5£©ôz≤ÈÎäòOΩzµƒÀÕþMÀŸ∂» «∑Ò«°Æî°£
6£©∏˘ì˛±ªº”π§º˛µƒåçÎH«ÈõrþxìÒ≥®È_ Ωº”π§ªÚ√Ð÷¯º”𧣨‘⁄±Ð√‚∏……ʵƒ«∞÷œ¬±M¡øøs∂Ãáä◊Ï≈cπ§º˛µƒæýÎx°£√Ð÷¯º”π§ïr£¨áä◊Ï≈cπ§º˛µƒæýÎx“ª∞„»°0.05°´0.1mm°£
7£©ôz≤Èá䡘þxìÒ «∑Ò∫œ¿Ì£¨¥÷º”π§ïr”√∏þâ∫á䡘£¨æ´º”π§ïr”√µÕâ∫á䡘°£
8£©∆«–ïrë™◊¢“‚”^≤Ï≈–îýº”π§∑Ä∂®–‘£¨∞l¨F≤ª¡ºïrº∞ïr’{’˚°£
9£©º”π§þ^≥Ã÷–£¨“™Ωõ≥£å¶«–∏Óπ§õrþM––ôz≤ȱO∂Ω£¨∞l¨FÜñÓ}¡¢º¥Ãé¿Ì°£ |