|
1Æa∆∑∫ÜΩÈ
–£÷±ôC «å¶∆˚Ðáº∞∆‰À˚ôC–µ––òIèV∑∫ë™”√µƒ∏˜∑NðSÓê¡„º˛‘⁄ü·Ãé¿Ìþ^≥Ã÷–Æa…˙◊É–Œ£¨∂¯þM–––£÷±µƒ‘Olj°£
2π§◊˜(zuo)‘≠¿Ì
◊‘Ñ”–£÷±ôC «·òå¶ðSóUÓêÆa∆∑‘⁄ü·Ãé¿Ì∫Û∞l…˙èù«˙◊É–Œ∂¯‘O”㵃◊‘Ñ”ôzúy–£÷±—b÷√£¨À¸ «“ª∑NºØôC–µ°¢Îäö‚°¢“∫â∫°¢ö‚Ñ”°¢”ãÀ„ôCúyøÿ∑÷ŒˆûÈ“ªÛwµƒ∏þø∆ººÆa∆∑£¨æþ”–Éû¡ººº–g–‘ƒÐ£¨ºØ÷–Ûw¨F‘⁄úy¡øæ´∂»∏þ£¨…˙Æaπù≈ƒøÏ£¨π§º˛þm뙃С¶èäµ»Éû¸c£¨å¶ðSóUÓêπ§º˛µƒºÉàAΩÿ√Ê°¢D–ÕΩÿ√Ê“‘º∞˝Xðܪڪ®ÊIµƒ∑÷∂»àAµ»≤øŒªµƒèΩœÚïєø…åç¨Fú ¥_úy¡ø°£
ðSÓê–£÷±£¨÷˜Ñ”ªÿÞD÷––ƒ∫ÕèƒÑ”ªÿÞD÷––ƒµƒÌå¢π§º˛äA≥÷∫Û£¨Ì”–’{ÀŸÎäôCÚåÑ”–˝ÞD£¨Õ®þ^π§º˛Ç˜µΩèƒÑ”ªÿÞD÷––ƒÌ£¨Õ¨ïr£¨≈cø…Ñ”÷ß쌜ýþBµƒúy¡ø—b÷√ôzúyπ§º˛±Ì√ʵƒ»´Ã¯Ñ”¡ø£®TIR£©£¨èƒÑ”ªÿÞD÷––ƒµƒπ‚Îäæé¥a∆˜úy¡øπ§º˛±Ì√ʵƒ»´Ã¯Ñ”¡ø∑ΩœÚ£¨”ãÀ„ôC∏˘ì˛þ@–©îµì˛≈–îýπ§º˛◊Ó¥Ûèù«˙Œª÷√∫Õ∑ΩœÚ£¨∞l≥ˆ÷∏¡Ó ππ§º˛◊Ó¥Ûèù«˙¸c≥Ø…œïrπ§º˛Õ£÷πÞDÑ”£¨≤¢ΩY∫œTIR∑˘÷µº∞‘O∂®µƒÖ¢îµ”ãÀ„–Þ’˝¡ø£¨åç¨Få¶π§º˛µƒæ´¥_–Þ’˝£¨π§º˛äA≥÷≈c∑≈À…£¨ø…Ñ”÷ß쌌ªµƒþxìÒ£¨π§º˛≈_µ√“∆Ñ”º∞õ_Ó^øϬ˝ÀŸΩoþMµ»Ñ”◊˜æ˘”–PLCåç¨Fπп̰£
£®“ª£©°¢≥–ðdôCºÐ
JEœµ¡–ðSÓê◊‘Ñ”–£÷±ôC∞¥÷˜ôCΩYòã–Œ Ωø…∑÷ûÈC–Õ∫ÕÈT–ÕÉ…∑N°£
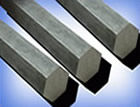
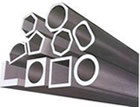
 ÈT–Õ(xing)–£÷±ôC(ji) ÈT–Õ(xing)–£÷±ôC(ji)C–Õ–£÷±ôC÷˜ôC≤…”√È_∑≈ ΩøÚºÐΩYò㣨‘ìôC–ÕµƒÃÿ¸c «ΩYòã∫ÜÜŒ°¢’ºµÿ√Ê∑eð^–°£®å¢ÎäøÿπÒ—b”⁄÷˜ôCÉ»£©°¢å¶≥¨ÈL£®°ð900mm£©π§º˛þmë™–‘∫√°¢‘⁄¥Ûá猪Æa∆∑∑Ω√Ê”–ð^¥ÛÉûÑð°£ÈT–Õ–£÷±ôC÷˜ôC≤…”√∑‚È] ΩøÚºÐΩYò㣨‘ìôC–ÕµƒÃÿ¸c «”–Õ‚”^ÑÚ∑Q°¢ΩYòãæoúê°¢÷˜ôCÑÇ–‘∫√°¢”Õ∏◊“∆Ñ”ÀŸ∂»øÏ°¢–£÷±–߬ ð^∏þ°¢”Õ∏◊“∆Ñ”ëT–‘–°°¢∂®Œª’`≤Ó–°°¢“◊”⁄…œæÄ∞≤—b”⁄◊‘Ñ”¡˜ÀÆæĵ»Ãÿ¸c£¨‘ìºÐò㓪∞„∂ý”√”⁄–£÷±ð^∂Ãπ§º˛∫Õá猪ð^–°µƒ–£÷±ôC£¨þx”√◊‘Ñ”…œœ¬¡œôCò㺥ø…åç¨F»´◊‘Ñ”–£÷±°£ þ@É…∑NôC–Õ‘⁄ π”√…œõ]”–∆´÷ÿ£¨»Œ∫Œ––òI∂ºø…“‘þx”√£¨≤ÓÑe‘⁄”⁄åçÎHπ§◊˜µƒ“™«Û£¨¿˝»Á£∫‘O”ãá猪±»ð^¥Ûø…“‘þxìÒC–ÕôC£¨π§º˛≥¨ÈLµƒø…“‘þxC–ÕôC£¨∂¯å¶–£÷±π§◊˜–߬ “™«Ûð^∏þ£¨π§º˛”÷≤ª «∫ÐÈL£¨æÕø…“‘þx”√ÈT–ÕôC°£
 C–ÕôCºÐ◊‘Ñ”–£÷±ôC C–ÕôCºÐ◊‘Ñ”–£÷±ôC‘⁄π§◊˜∑Ω Ω…œ£¨C–Õ–£÷±ôC≤…”√â∫Ó^ôCò㌪÷√πÃ∂®£¨Õ®þ^ÎäôCÚåÑ”˝XðÜ˝XólôCòãøÿ÷∆“∆Ñ”π§◊˜≈_µƒ∑Ω ΩÅÌ«–ìQπ§º˛ðSœÚ–£÷±¸c£¨£ª∂¯ÈT–Õ–£÷±ôC «≤…”√π§◊˜≈_πÃ∂®£¨Õ®þ^ÎäôCÚåÑ”ùL÷ÈΩz∏Ð∏±øÿ÷∆“∆Ñ”â∫Ó^ôCò㵃∑Ω ΩÅÌ«–ìQπ§º˛ðSœÚ–£÷±¸c£¨â∫Ó^“∆Ñ”ÀŸ∂»øÏ°¢œµΩyëT¡ø–°£¨«–ìQπ§º˛ðSœÚ–£÷±¸cïrÈT–ÕôCµƒ∂®ŒªÉû”⁄C–ÕôC°£Æî–£÷±¸c◊Û”“”–◊„âÚø’Ègïr£¨É…∑NôC–Õ≤ÓÑe≤ª¥Û°£ C–Õ–£÷±ôC∫ÕÈT–Õ–£÷±ôCµƒπ§◊˜≈_…œ∂®Œª∫ÕäAæo≤øº˛æ˘≤…”√∑eƒæ Ω‘O”㣨“‘þmë™∏˜∑Nø…Ñ”÷ß≥–°¢úy¡øÜŒ‘™°¢ƒ¶≤¡ÚåÑ”—b÷√°¢Ì ΩªÿÞD÷––ƒµƒ∞≤—b≈c’{’˚£¨Õ¨ïr“≤∑Ω±„¡À“◊ìp¡„≤øº˛µƒæS–Þ≈c∏¸ìQ£¨∏¸”–¿˚”⁄”√ëÙ嶖¬
Æa∆∑¡„≤øº˛–£÷±π§–Úµƒ«–ìQ≈cîU’π°£ ôC–µœµΩyÍPÊI≤øº˛≤…”√»’±æTHK°¢ORIENTAL°¢NISSEI°¢µ¬á¯ROHMµ» ¿ΩÁ÷¯√˚π´À浃Æa∆∑£¨–£÷±ôCþ\––æ´∂»±£≥÷–‘ƒÐÈLæ√°£
£®∂˛£©°¢“∫â∫øÿ÷∆œµΩy
±√’æ°¢“∫â∫ÈyΩM°¢àÖ–”Õ∏◊£¨“∫â∫øÿ÷∆ªÿ¬∑µ»ΩM≥…¡À–£÷±ôCµƒ“∫â∫œµΩy°£”…”⁄“∫â∫œµΩyµƒÍPÊI≤øº˛≤…”√µƒ «»’±æYUKEN°¢“‚¥Û¿˚ATOS°¢≈_û≥NORTHMANµ» ¿ΩÁ÷¯√˚π´À浃Æa∆∑£¨±£◊C¡À“∫â∫œµΩyπ§◊˜µƒæ´¥_–‘°¢∑Ä∂®–‘°¢ø…øø–‘°£‘⁄–£÷±ôC¥˝ôCπ§◊˜ïr£¨™öµΩµƒπùƒÐ–∂∫…∑Ω Ω‘O”ã∏¸þm∫œ”⁄Œ“á¯èVÈüµƒµÿÖ^ö‚∫Ú≤ÓÆ꣨±£◊C¡À◊‘Ñ”–£÷±ôCƒÐ‘⁄»Œ∫ŒµÿÖ^“‘ð^∫œþmµƒπ§◊˜úÿ∂»þB¿mþ\––°£
£®»˝£©°¢ö‚Ñ”øÿ÷∆ÜŒ‘™
ö‚Ñ”»˝¬ìº˛°¢â∫¡¶¿^Îä∆˜°¢ºØ—bÈyΩM“‘º∞àÖ–ö‚∏◊ΩM≥…µƒö‚Ñ”øÿ÷∆ªÿ¬∑£¨òã≥…¡À–£÷±ôCµƒö‚є܌‘™°£ö‚є܌‘™÷˜“™ «øÿ÷∆≤¢àÖ–π§º˛µƒäAæo°¢∂®Œª°¢∑÷þx∫Õþ\ÀÕµ»Ñ”◊˜£¨‘⁄√øÇÄàÖ–ö‚∏◊…œ∂º”–Œª÷√ôzúyÈ_ÍP”√”⁄œÚœµΩy∑¥ÅÑ”◊˜àÖ–«Èõr£¨±„”⁄Ñ”◊˜¡˜≥õƒøÿ÷∆“‘º∞π ’œ‘\îý≈c≈≈≤È°£ö‚Ñ”‘™º˛÷˜“™þx”√»’±æSMC°¢µ¬á¯FESTO∫Õ≈_û≥SHAKOµ» ¿ΩÁ÷¯√˚π´À浃Æa∆∑£¨Ñ”◊˜Ï`√Ùø…øø£¨â€√¸ÈL°£
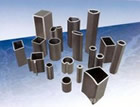
¥Ûá猪“∫â∫◊‘Ñ”–£÷±ôC(2èà(zhang))
£®Àƒ£©°¢π§º˛èΩïôzúyÜŒ‘™
ôC–µ∏ÐóU Ωµƒúy¡ø∑≈¥ÛôCòã°¢∏þæ´∂»µƒŒª“∆∫ÕΩ«∂»Ç˜∏–∆˜°¢æ´√еƒÀŸ∂»øÿ÷∆ÎäôC“‘º∞úy¡øÃΩÓ^òã≥…¡Àπ§º˛èΩïôzúyÜŒ‘™°£úy¡øÃΩÓ^ø…“‘≤…”√≥¨”≤àA∞Ù Ωúy¡øÕ¶óU°¢»´È_ªÚ∞ÎÈ_∞¸»ð Ωúy¡ø∆¨“‘º∞∏þæ´∂»òÀú ˝Xðܵ»∂ý∑N∑Ω Ω£¨∑÷Ñeå¶ðSóUÓêπ§º˛µƒºÉàAΩÿ√Ê°¢D–ÕΩÿ√Ê“‘º∞˝Xðܪڪ®ÊIµƒ∑÷∂»àAµ»≤øŒªµƒèΩœÚïєåç¨Fú ¥_úy¡ø°£èÕÎs÷Ð√еƒ‘O”ã±£◊C¡Àúy¡øµƒæ´¥_–‘°¢åç”√–‘°£
£®ŒÂ£©°¢ø…æé≥Ãøÿ÷∆÷––ƒ£®PLC£©
ø…æé≥Ãøÿ÷∆÷––ƒ «–£÷±ôCµƒÍPÊIΩM≥…≤ø∑÷°£–£÷±ôC∑±Îs”––ÚµƒÑ”◊˜∂º «‘⁄À¸µƒ≥ÖÚøÿ÷∆œ¬àÖ–ÕÍ≥…µƒ°£PLC≈c”ãÀ„ôCÃé¿ÌœµΩyœýª•Õ®”ç≤¢Öf’{øÿ÷∆∏˜àÖ–≤øº˛”––ÚµƒþM––äAæo°¢úy¡ø°¢–£÷±≤øŒªþxìÒ°¢º”â∫åç ©–Þ’˝µ»Ñ”◊˜°£œµΩy≤…”√»’±æOMRONœµ¡–ø…æé≥Ãøÿ÷∆∆˜£®“≤ø…∏˘ì˛”√ëÙ“™«Ûþx”√»’±æMITSUBISHI°¢µ¬á¯SIEMENSµ»π´À浃Æa∆∑£©£¨Îäö‚≤Ÿ◊˜∫ÕàÖ–‘™º˛÷˜“™≤…”√»’±æMITSUBISHI°¢FUJI°¢OMRON°¢MATSUSHITA°¢∑®á¯SCHNEIDERµ»π´À浃Æa∆∑£¨π§◊˜∑Ä∂®ø…øø°£
£®¡˘£©°¢”ãÀ„ôCÃé¿ÌœµΩy
≥¨∏þæ´∂»µƒîµì˛≤…ºØœµΩy°¢∞≤»´ø…øøµƒðî»Îðî≥ˆœµΩy°¢éߥÛ∆¡ƒª≤ …´“∫æßÔ@ æ∆˜µƒπ§òI“ªÛwªØπ§◊˜’æ°¢∏þå£òIÀÆú µƒÐõº˛∞¸£¨»´÷–Œƒµƒ»ÀôCΩªª•ΩÁ√Ê£¨ÿS∏ª∂ý≤ µƒàDŒƒÔ@ æ°¢ø…¥Ú”°µƒîµì˛Ωy”ãðî≥ˆµ»òã≥…¡À–£÷±ôCµƒ”ãÀ„ôCÃé¿ÌœµΩy°£
Ðõº˛‘O”ã∑Ω√Ê£¨Œ“ÇÉ‘⁄ΩËËb¡Àá¯Õ‚∏˜å£òIèSº“µƒœ»þMΩõÚûµƒª˘µA…œ£¨‘ˆº”¡ÀŒ“ÇÉ™öÃÿµƒ–£÷±¿ÌƒÓ£¨∆‰÷–¸c’Ò Ω–Þ’˝¥Û¥Ûº”øÏ¡À–£÷±ÀŸ∂»°£œÚ¡ø∑÷Ω‚ Ω–Þ’˝ «å£ÈT·òå¶éß”–D–ŒΩÿ√ʪڱÌ√Êæ÷≤ø¥„ªµƒπ§º˛£®»ÁÞDœÚ∆˜˝Xól£©∂¯È_∞l‘O”㵃°£þ@“ªÓêπ§º˛Õ®≥£”…”⁄Õ‚–Œµƒ≤ª“éÑtªÚ∏˜ÇÄ∑ΩœÚ…œü·Ãé¿Ì≤ªæ˘ÑÚ£¨åß÷¬∆‰≤ªÕ¨µƒ∑ΩœÚ…œôC–µÃÿ–‘¥Ê‘⁄≤ÓÆ꣨»Áπ˚ π”√ǘΩyµƒ–£’˝∑Ω Ω∫ÐÎyþ_µΩÆa∆∑µƒºº–g“™«Û°£œÚ¡ø∑÷Ω‚ Ω–Þ’˝ø…“‘‘⁄≤ªÕ¨µƒ∑ΩœÚ…œΩ®¡¢≤ªÕ¨µƒ–Þ’˝ƒ£–ÕþM–––£’˝£¨≥ˆ…´µƒΩ‚õQ¡Àþ@Óêπ§º˛Îy”⁄–£÷±µƒÜñÓ}°£
‘⁄Ðõº˛åç¨F…œ£¨Œ“ÇÉ≤…”√µƒ «C++ BUILDER 6.0 æé≥ã¨C’Z—‘ë™”√‘⁄π§òIøÿ÷∆ÓI”Úµƒ◊ø‘Ω±Ì¨F πµ√Œ“ÇɵƒÐõº˛∞¸‘⁄¥˙¥aµƒàÖ–ÀŸ∂»∫Õ∑Ä∂®–‘∑Ω√ʱ̨F≥ˆ…´°£»´÷–Œƒµƒ»ÀôCΩªª•ΩÁ√Ê∏¸º”∑˚∫œ÷–᯻Àµƒ π”√¡ïëT£¨Õ¨ïr π≤Ÿ◊˜»ÀÜT∏¸º”»ð“◊¿ÌΩ‚’∆Œ’°£‘î±Mµƒ‘⁄æÄÎä◊”àDŒƒéÕ÷˙œµΩyø… π≥ıåW’þ—∏ÀŸ’∆Œ’≤Ÿ◊˜“™ÓI°£ø…»Œ“‚îU’πµƒπ§º˛Ö¢îµ¥Êɶ£¨ùM◊„¡À“ªôC∂ý”√µƒ“™«Û°£ÕÍ…∆µƒπ ’œ◊‘‘\îýœµΩyø… π≤Ÿ◊˜»ÀÜT—∏ÀŸ≈≈≤È‘OÇ‰π ’œ°£úy¡øÑ”ëB≤®–ŒÔ@ æø…“‘∑«≥£÷±”^µƒ∞l¨Fπ§º˛µƒàA∂»’`≤Ó°¢√´¥Ã°¢∞ºø”µ»π§º˛±Ì√Ê»±œð°£◊ÓûÈÎyƒÐø…ŸFµƒ «Œ“ÇÉìÌ”–嶒˚Ã◊œµΩyµƒ‘ŸÈ_∞lƒÐ¡¶∫Õºº–gÍ݌ȣ¨…ı÷¡ø…“‘·òå¶Ãÿ ‚π§º˛∫Õ”√ëÙ÷≥ˆµƒ∫œ¿Ì“™«ÛþM––å£ÈTµƒ‘O”㣨þ_µΩ≈c”√ëÙ‘⁄ºº–g…œµƒª•Ñ”£¨“‘±„”⁄≥ˆ…´µÿ∞lì]‘Oljµƒπ¶ƒÐ∫Ֆ߬ °£
á¯É»—–÷∆öv ∑
3á¯É»—–(yan)÷∆öv ∑(shi)
1994ƒÍ£¨Œ“ᯗ–÷∆≥…π¶¡À÷–᯵⁄“ª≈_ðSÓê◊‘Ñ”–£÷±ôC-—–÷∆ÜŒŒª-ôC–µπ§òI≤øÈL¥∫‘áÚûôC—–æøÀ˘°£
1999ƒÍ£¨æ´√Ð◊‘Ñ”“∫â∫–£÷±ôC´@᯺“ôC–µπ§òIæ÷ø∆ººþM≤Ω∂˛µ»™Ñ-—–÷∆ÜŒŒª-”…ôC–µπ§òI≤øÈL¥∫‘áÚûôC—–æøÀ˘∫Õ÷–᯵⁄“ª∆˚ÐáºØàFπ´Àæ ¬ì∫œ—–÷∆°£
2003ƒÍ£¨÷–á¯ôC–µπ§òIºØàFπ´ÀæÈL¥∫‘áÚûôC—–æøÀ˘—–÷∆≥…π¶ASC-IIœµ¡–£®JEœµ¡–«∞∑Q£©◊‘Ñ”–£÷±ôC£¨èÿµ◊∏ƒ◊É¡ÀŒ“ᯑ⁄–£÷±ôCÓI”ÚÈL∆⁄“¿ŸáþMø⁄ºº–gµƒæ÷√Ê£¨¥_¡¢¡À◊‘÷˜÷™◊RÆaôýµƒµÿŒª°£
2007ƒÍ£¨÷–á¯ôC–µπ§òIºØàFπ´ÀæÈL¥∫‘áÚûôC—–æøÀ˘≥…π¶È_∞l¡ÀôCÎäÀ≈∑˛µƒJJœµ¡–ôC–µ Ω–£÷±ôC°£ |